


loading












loading
| Availability: | |
|---|---|
| Quantity: | |
WUYE
Customizable
Fish, meat and fruits.
-40℃ to 0℃
12 months
Customized
R404, R507, Others











Jiesheng Machinery provides turnkey solutions for corn processing with fully automated production lines. Our systems specialize in producing quick-frozen corn kernels, corn cobs, canned corn, and vacuum-sealed corn products. Each line offers customizable capacity up to 6T/hour, engineered with precision to adapt to your factory layout. From conceptual design to on-site installation, we deliver tailored solutions that optimize space and maximize efficiency for global food manufacturers.
As a premier industrial equipment manufacturer and supplier, we provide high-capacity freezing solutions tailored for large-scale food processing facilities. This heavy-duty freezing system is engineered to handle massive volumes with precision, ensuring optimal preservation of agricultural yields.
High-yield processing capability for commercial operations
Turnkey automated integration from intake to freezing
Commercial-grade stainless steel construction for longevity
Tailored configurations designed for industrial buyers

Compact structure

SUS304 stainless for food

Low noise operation

Easy to operate

Factory direct sales

Applicable to: Corn.

After the corn is harvested, the corn cobs are put into peelers.Corn into the production line, waste centralized transportation and disposal.

Name:Corn cob peeler
Origin:Shangyu city,Zhejiang province,China
Function:Remove the skin from the corn cob
Application:Corn cob

The corn cobs are threshed, the corn kernels are transported to the production line, and the waste corn cobs are transported to the designated place.
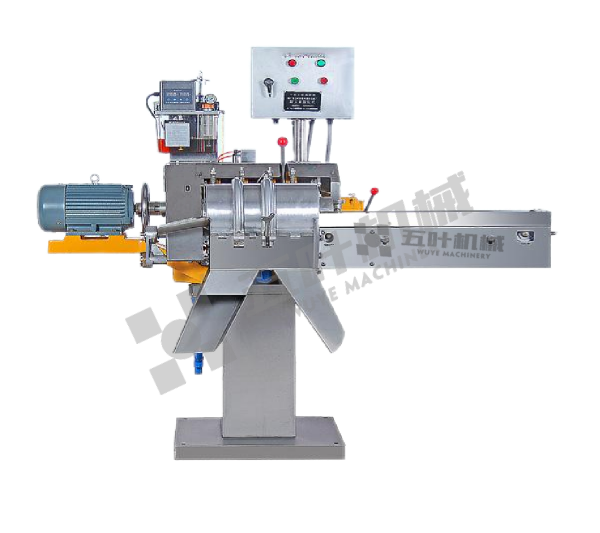
Name:Corn thresher
Origin:Shangyu city,Zhejiang province,China
Function:Threshing corn cobs
Application:Corn cob

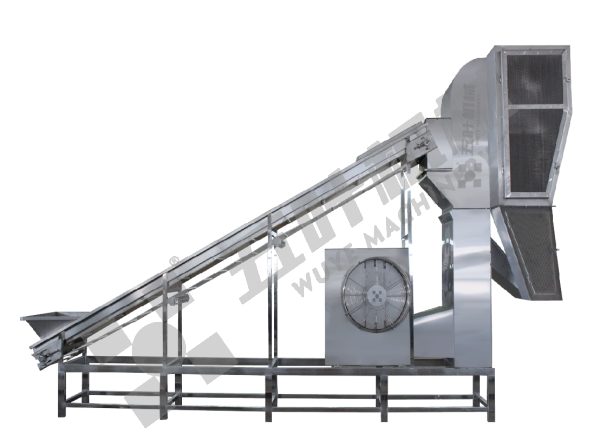
Winnowing Separator

Drum washer

Drum remover

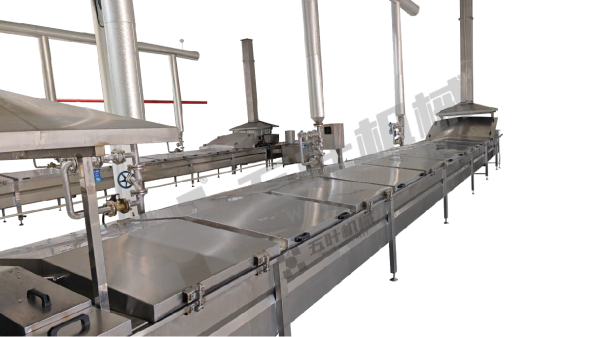
Name:Blanching machine
Origin:Shangyu city,Zhejiang province,China
Function:Blanching the corn kernels
Application:Corn kernels

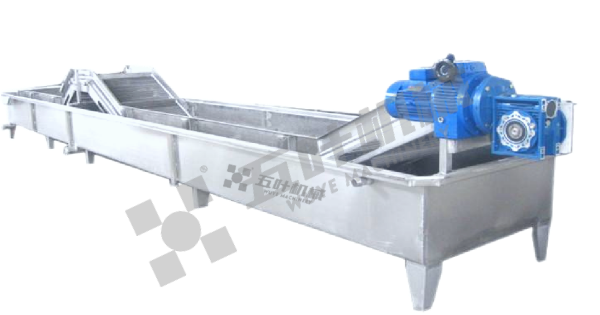
Name:Pre-cooler
Origin:Shangyu city,Zhejiang province,China
Function:Pre-cooling food
Application:Fruits,vagetables,meat and seafood.

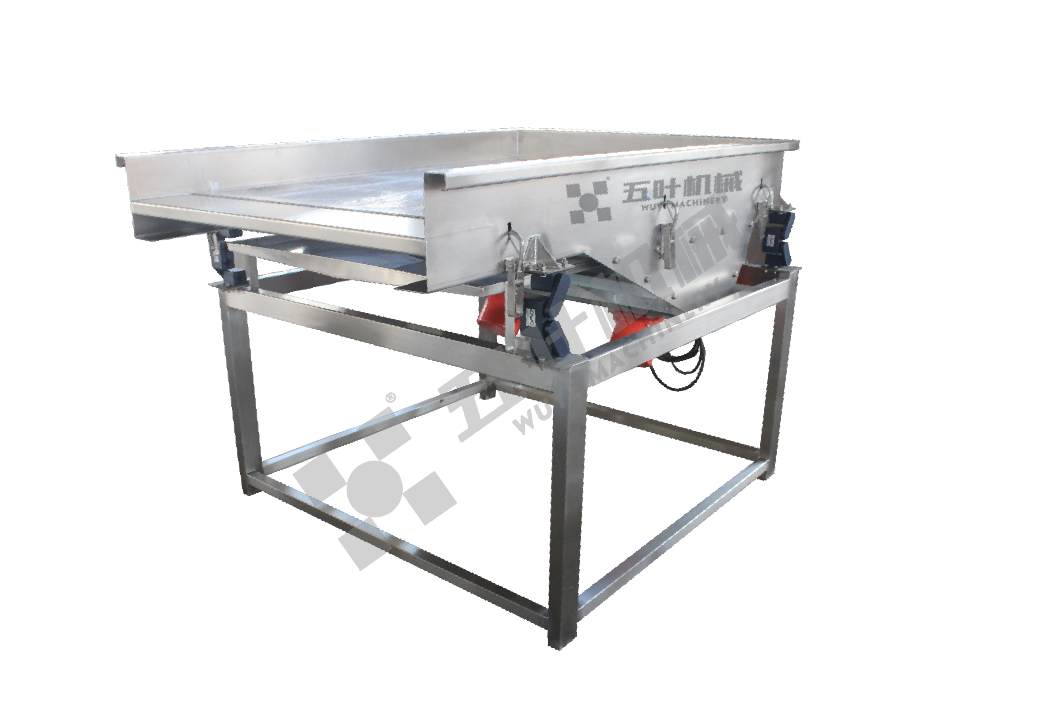
Name:Vibration drain machine
Origin:Shangyu city,Zhejiang province,China
Function:Draining the corn kernels
Application:Fruits,vagetables,meat and seafood.

High-quality IQF products
This series of quick-freezing device is the best equipment to realize the fluidized monomer freezing of fruit and vegetable food and some seafood. Frozen products move in the rusty steel mesh belt, with the increase of airflow speed, the food layer begins to loosen; When the wind pressure reaches a certain value, the food particles no longer remain static, some particles suspended upward, resulting in bed expansion, voidage increases, that is, the formation of a fluidized bed; In this fluidized bed, the food in suspension state is blown by strong cold wind from bottom to top. All sides of the frozen food are surrounded by cold wind to realize rapid freezing of the frozen food and form monomer. The frozen food to be frozen quickly passes three stages of cooling, surface freezing and deep freezing, so as to obtain the highest quality frozen food.
The architecture of this industrial freezing line is meticulously crafted to address the core challenges of large-scale food preservation. Every component is synchronized to eliminate bottlenecks, reduce manual labor, and maximize output yield without compromising the structural integrity of the food.
Acoustic Optimization: The machinery operates with a refined, low-frequency hum, significantly reducing workplace noise pollution and creating a safer, more comfortable environment for floor operators.
Space-Efficient Footprint: Despite its massive processing capabilities, the system features a highly compact structural design that seamlessly integrates into existing facility layouts without requiring extensive architectural modifications.
Intelligent Thermal Dynamics: The airflow within the freezing tunnel is precisely calibrated to lift and separate individual pieces, ensuring uniform freezing and absolutely zero clumping of the final product.
Resilient Framework: Forged from premium food-grade stainless steel, the entire line is highly resistant to corrosion, acidic food juices, and rigorous daily chemical washdowns.
Intuitive Interface: The centralized control panel offers a frictionless user experience, allowing operators to monitor temperature zones, belt speeds, and energy consumption with precise, tactile feedback.
Scaling up production requires more than just larger machines; it demands a cohesive, end-to-end strategy. This system is designed specifically for high-volume industrial operations, offering a staggering throughput that meets the aggressive demands of peak harvest seasons. We deliver a comprehensive, turnkey solution that bridges the gap between raw material intake and final packaging.
Massive Throughput: Capable of processing up to 6,000 kilograms per hour, ensuring that large harvests are managed swiftly before any degradation in freshness occurs.
Custom Facility Integration: Our engineering team conducts precise spatial mapping of your facility to customize the layout, ensuring optimal material flow and spatial efficiency.
End-to-End Automation: From the initial conceptual blueprints to the final on-site calibration, every phase is meticulously managed to provide a ready-to-operate production line.
Scalable Architecture: The modular design allows for future capacity expansions, ensuring the equipment grows in tandem with your operational demands.
The cornerstone of this system is its state-of-the-art fluidization freezing technology, which fundamentally changes how thermal extraction is applied to small-particulate foods. By utilizing high-velocity, sub-zero airframes, the equipment creates a unique suspension effect that treats each piece of produce as an individual entity.
Levitation Freezing: Strong updrafts of frigid air lift the product off the stainless steel mesh belt, preventing contact deformation and ensuring a perfectly uniform freeze on all sides.
Three-Stage Thermal Extraction: The process is divided into rapid chilling, surface crust-freezing, and deep-core freezing, which locks in moisture and prevents the cellular rupture that causes mushy textures upon thawing.
Zero Agglomeration: The continuous agitation and suspension completely eliminate the risk of products sticking together, resulting in perfectly separated, free-flowing frozen goods.
Sensory Preservation: The ultra-fast freezing cycle traps the natural sugars, vibrant colors, and crisp snap of the fresh produce, delivering a premium sensory experience to the end consumer.
In high-capacity processing, utility expenses can rapidly erode profit margins. This freezing line is engineered with a profound focus on thermodynamic efficiency, ensuring that every kilowatt of electricity and drop of water is utilized to its maximum potential. The integration of advanced refrigeration mechanics drastically lowers the total cost of ownership.
Parallel Compressor Synchronization: Multiple compressors operate in tandem, utilizing multi-level energy regulation to match the exact cooling demand in real-time, reducing energy consumption by over 30% compared to traditional single-unit setups.
Pump-Free & Barrel-Free Technology: This advanced design minimizes refrigerant charge requirements and eliminates the mechanical losses associated with traditional pumping systems.
Evaporative Condensation Mastery: The STC series evaporative condenser utilizes a counter-flow heat exchange mechanism between cooling water and natural air, significantly reducing both water loss and electrical draw.
Intelligent PLC Load Balancing: The central processor continuously monitors thermal loads and automatically adjusts compressor output, keeping the system in its most energy-saving state during fluctuating production volumes.
Efficiency in food manufacturing relies on the seamless transition of materials from one stage to the next. This production line eliminates the need for fragmented, multi-vendor setups by offering a fully integrated, continuous workflow. Every step, from raw preparation to deep freezing, is harmonized to operate at maximum velocity with minimal human intervention.
Automated Husking & Threshing: Raw produce is swiftly stripped and kernels are cleanly separated with precision blades, minimizing waste and maximizing usable yield.
Aerodynamic Winnowing: High-precision air separators remove silks, husks, and lightweight debris, ensuring only the purest product moves forward.
Thermal Blanching & Pre-Cooling: A precisely timed hot-water blanching phase neutralizes degrading enzymes, immediately followed by a rapid pre-cooling bath to halt the cooking process and stabilize the product.
Vibratory Draining: High-frequency vibration beds gently shake off excess surface water, preventing ice glaze buildup before the product enters the freezing tunnel.
Centralized Waste Management: Byproducts such as cobs and husks are automatically diverted to designated collection zones, keeping the primary processing floor spotless and safe.
Protecting the integrity of the food supply chain is non-negotiable. This equipment is constructed to exceed the most stringent global sanitation protocols. The physical design of the machinery actively repels bacterial growth and simplifies the daily sanitation procedures required in rigorous processing environments.
Premium SUS304 Construction: Every surface that comes into contact with the food is forged from high-grade SUS304 stainless steel, offering absolute resistance to rust, organic acids, and harsh cleaning agents.
Crevice-Free Welding: The structural joints are seamlessly welded and polished to eliminate microscopic hiding spots where pathogens and biofilms typically accumulate.
Rapid Washdown Capability: The open-profile design of the mesh belts and internal chambers allows high-pressure water jets to reach all areas effortlessly, drastically reducing downtime during shift changes.
Cross-Contamination Prevention: The linear flow of the machinery ensures a strict separation between the raw, unwashed intake zones and the sterilized, deeply frozen output zones.
Downtime is the absolute enemy of high-volume manufacturing. This system is built with heavy-duty resilience and intelligent fail-safes to guarantee continuous, uninterrupted operation. We understand that mechanical reliability directly translates to operational profitability, which is why every component is sourced and engineered for extreme longevity.
Fault Isolation Technology: The intelligent control system can isolate a malfunctioning unit while allowing the rest of the parallel compressors to continue operating, ensuring your production line never comes to a complete halt.
World-Class Components: The core refrigeration mechanics utilize globally recognized, premium-grade compressors and valves, ensuring stable operation under the most punishing continuous-duty cycles.
Centralized Diagnostics: The main control hub concentrates all diagnostic readouts in one accessible location, allowing maintenance personnel to swiftly identify and resolve mechanical deviations before they escalate.
Direct Manufacturer Support: As the original equipment manufacturer, we provide direct access to authentic replacement parts, comprehensive technical blueprints, and a solid 12-month warranty to secure your investment.

Tunnel freezer

Refrigeration unit

Condenser

Our company one-stop set of quick-frozen solutions, using domestic and foreign advanced refrigeration design concept multiple parallel units, no barrel no pump technology, through the PLC in the program automatic energy adjustment to match the ever-changing cooling cooling that the refrigeration system maintain the best efficiency, to achieve energy saving, reduce operating costs.
1. Multiple units are connected in parallel and multi-level energy regulation is used to achieve timely and reasonable matching according to the actual refrigeration capacity required for production, which saves more than 30% energy compared with a single unit.
2.It can match multiple evaporators to achieve one machine suitable for different evaporation temperatures, making the refrigeration system run in the most energy-saving working state.
3. Adopt high-quality compressors and accessories from home and abroad, with reliable performance, stable operation and long service life.
4. Simple design, the refrigeration main unit, accessories and controls are concentrated in one body, which fully saves the machine room space and is extremely convenient for operation and maintenance.
5. The use of fault separation technology can ensure that when some machines fail, other machines can still operate normally, ensuring normal and continuous production for customers.
STC series evaporative condensers are the latest type of evaporative condensers developed by our company by absorbing the latest technologies and manufacturing processes at home and abroad. They are one of many types of condensers and are widely used due to their energy and water saving, high efficiency and low operating cost.
When the equipment is running, the refrigerant in the coil is reversely exchanged by the cooling water from top to bottom and the natural air from bottom to top, and the heat is taken away from the air; the water passing through the coil flows into the packing layer and then flows into the water pan after being cooled. The small water droplets passing through the top layer are collected by the water collector, thus reducing the water escape rate.
Selecting the right manufacturing partner is just as critical as selecting the machinery itself. We bring decades of specialized engineering expertise to the table, focusing entirely on the optimization of thermal processing facilities. Our approach is rooted in a deep understanding of the operational hurdles faced by large-scale food producers.
Unmatched Engineering Pedigree: Our technical teams possess an intimate knowledge of thermodynamic principles and fluid dynamics, ensuring every machine we build operates at the absolute peak of physics.
Consultative Approach: We do not merely supply equipment; we analyze your specific facility constraints, ambient climate conditions, and production goals to engineer a truly bespoke solution.
Rigorous Quality Assurance: Every system undergoes exhaustive stress testing, thermal imaging, and load simulation in our facility before it is ever dispatched to yours.
Global Integration Capabilities: Our installation teams are adept at deploying complex automated lines across diverse international markets, ensuring seamless integration regardless of geographic location.

Navigating the complexities of industrial freezing systems requires precise information. Below, we address the most critical technical and operational inquiries regarding our processing lines.
Q: How does the fluidization technology handle products with high moisture content?
A: The system utilizes a rapid surface-crust freezing phase. By instantly freezing the outer layer of the product using high-velocity sub-zero air, it locks the internal moisture in place before the product has a chance to stick to the belt or surrounding pieces, ensuring perfect separation.
Q: Can the processing line be adapted for different types of produce beyond its primary application?
A: Absolutely. The variable speed drives on the mesh belts and the adjustable airflow controls allow the operator to fine-tune the thermal extraction rate. This makes the equipment highly versatile for processing various fruits, diced vegetables, and even delicate seafood.
Q: What are the infrastructural requirements for the STC series evaporative condenser?
A: The condenser requires a stable industrial water supply and adequate vertical clearance for the updraft exhaust. Because it utilizes a counter-flow heat exchange mechanism, it recycles a significant portion of the cooling water, making it extremely suitable for facilities with strict water conservation mandates.
Q: How does the parallel compressor system maintain efficiency during partial load operations?
A: The PLC system continuously monitors the thermal load entering the freezing tunnel. If the production volume drops, the system automatically cycles down or shuts off individual compressors within the parallel rack, ensuring you only consume the exact amount of electricity needed for that specific load.
Q: What is the protocol for daily sanitation and defrosting?
A: The tunnel is equipped with an efficient air defrost mechanism and strategically placed drainage slopes. The SUS304 stainless steel interior features smooth, rounded corners, allowing high-pressure cleaning systems to quickly flush out organic debris without leaving any residue behind.





