
The corn cobs are threshed, the corn kernels are transported to the production line, and the waste corn cobs are transported to the designated place.
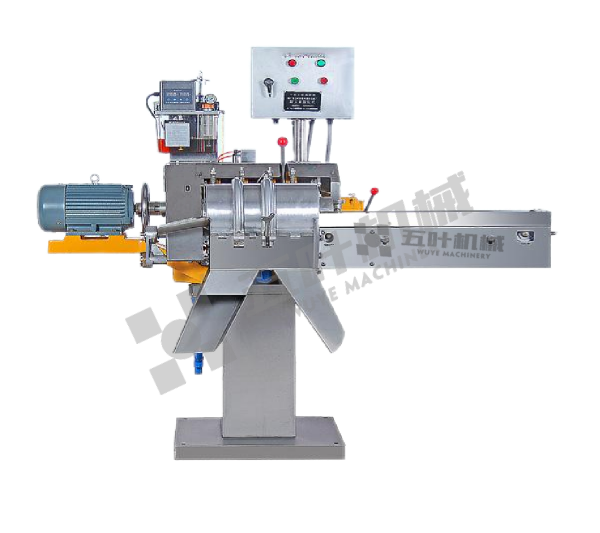
Name:Corn thresher
Origin:Shangyu city,Zhejiang province,China
Function:Threshing corn cobs
Application:Corn cob

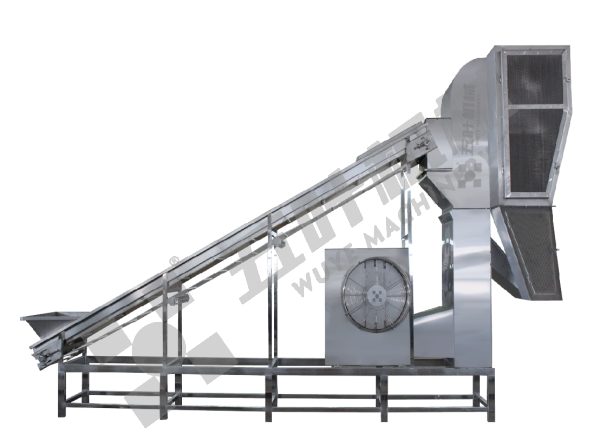
Winnowing Separator

Drum washer

Drum remover

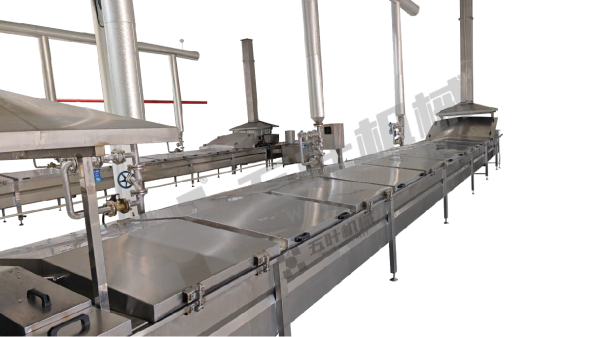
Name:Blanching machine
Origin:Shangyu city,Zhejiang province,China
Function:Blanching the corn kernels
Application:Corn kernels

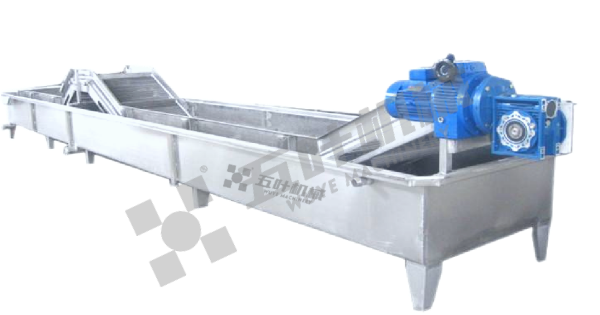
Name:Pre-cooler
Origin:Shangyu city,Zhejiang province,China
Function:Pre-cooling food
Application:Fruits,vagetables,meat and seafood.

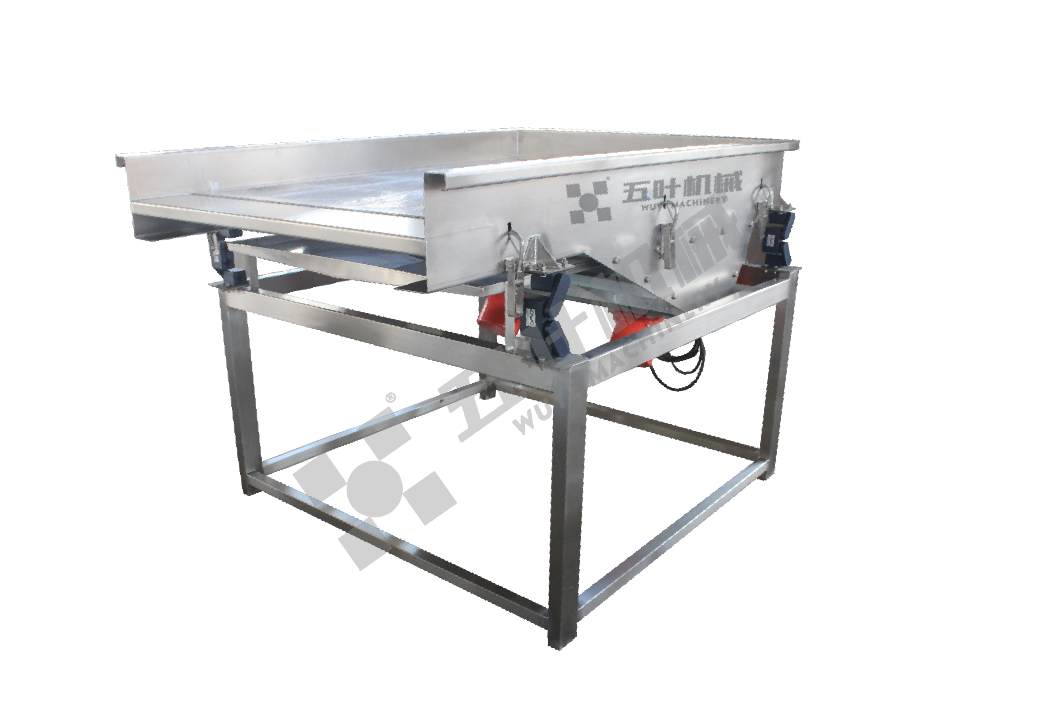
Name:Vibration drain machine
Origin:Shangyu city,Zhejiang province,China
Function:Draining the corn kernels
Application:Fruits,vagetables,meat and seafood.

High-quality IQF products
This series of quick-freezing device is the best equipment to realize the fluidized monomer freezing of fruit and vegetable food and some seafood. Frozen products move in the rusty steel mesh belt, with the increase of airflow speed, the food layer begins to loosen; When the wind pressure reaches a certain value, the food particles no longer remain static, some particles suspended upward, resulting in bed expansion, voidage increases, that is, the formation of a fluidized bed; In this fluidized bed, the food in suspension state is blown by strong cold wind from bottom to top. All sides of the frozen food are surrounded by cold wind to realize rapid freezing of the frozen food and form monomer. The frozen food to be frozen quickly passes three stages of cooling, surface freezing and deep freezing, so as to obtain the highest quality frozen food.
Insul Ation System
The hea-insulating slorage booty is made olstairless stool polyurthane sandwich pani,and The intemal polyurethane的fled and toamedby morted hgnpesor toaringmachine under high pressure.
Evaporator
Using aluminum tube aluminum complete sheet, unique variable sheet distance design, extended the time between the frost.
Electric control box
You can take speed through the network, control the production time and display the speed and temperature in the library.

Our company one-stop set of quick-frozen solutions, using domestic and foreign advanced refrigeration design concept multiple parallel units, no barrel no pump technology, through the PLC in the program automatic energy adjustment to match the ever-changing cooling cooling that the refrigeration system maintain the best efficiency, to achieve energy saving, reduce operating costs.
1. Multiple units are connected in parallel and multi-level energy regulation is used to achieve timely and reasonable matching according to the actual refrigeration capacity required for production, which saves more than 30% energy compared with a single unit.
2.It can match multiple evaporators to achieve one machine suitable for different evaporation temperatures, making the refrigeration system run in the most energy-saving working state.
3. Adopt high-quality compressors and accessories from home and abroad, with reliable performance, stable operation and long service life.
4. Simple design, the refrigeration main unit, accessories and controls are concentrated in one body, which fully saves the machine room space and is extremely convenient for operation and maintenance.
5. The use of fault separation technology can ensure that when some machines fail, other machines can still operate normally, ensuring normal and continuous production for customers.
STC series evaporative condensers are the latest type of evaporative condensers developed by our company by absorbing the latest technologies and manufacturing processes at home and abroad. They are one of many types of condensers and are widely used due to their energy and water saving, high efficiency and low operating cost.
When the equipment is running, the refrigerant in the coil is reversely exchanged by the cooling water from top to bottom and the natural air from bottom to top, and the heat is taken away from the air; the water passing through the coil flows into the packing layer and then flows into the water pan after being cooled. The small water droplets passing through the top layer are collected by the water collector, thus reducing the water escape rate.
Complete Processing Dimensions
To truly understand the value of this system, we must examine the core dimensions that drive its performance. Every phase of the engineering has been scrutinized to deliver tangible benefits to large-scale food processors.
Material & Food Safety
Maintaining a pristine processing environment is non-negotiable. All core equipment across the line is constructed from premium SUS304 food-grade stainless steel. This provides exceptional resistance to corrosion and rust, even in high-moisture environments like the blanching and washing stations. The compact, sanitary design features smooth welds and accessible drainage points, making thorough washdowns quick and highly effective, ensuring you consistently meet stringent FDA, USDA, and international food safety standards.
Automation & Smart Control
Empower your workforce with our advanced PLC automatic control system and intelligent electrical control box. This setup allows for precise production time management, pipeline speed regulation, and real-time temperature display. By transitioning from manual handling to a fully automated assembly line—covering peeling, threshing, washing, and freezing—you significantly reduce labor costs and operational bottlenecks, ensuring a consistent, high-volume output.
Processing Quality & Yield
Protecting the integrity of the raw material is our priority. The system utilizes precise threshing technology paired with a multi-stage impurity removal system, including winnowing separators and drum washers. This effectively removes silk and debris without bruising the delicate kernels. Following this, the scientific constant-temperature blanching and rapid ice-water pre-cooling swiftly halt enzymatic activity. This critical step perfectly locks in the vibrant golden color, crisp texture, and vital nutrients, resulting in an exceptionally high yield of premium-grade kernels.
Energy Efficiency & Operating Costs
Energy consumption is a major factor in processing profitability. Our refrigeration system leverages domestic and international advanced multi-parallel unit technology. Through automatic PLC energy adjustment, the system dynamically matches the exact cooling load required, saving over 30% in energy compared to traditional single-unit setups. Furthermore, the integration of STC series evaporative condensers drastically improves water and power conservation, leading to a profound reduction in your long-term operating costs.
Capacity & Customization
No two processing facilities are exactly alike. We offer highly flexible, modular designs tailored to your specific spatial constraints and production goals. Whether you need to process a few tons per hour or scale up to tens of tons, we provide a bespoke turnkey solution. The line can be seamlessly adapted to output IQF frozen kernels, vacuum-packed products, or prepare the kernels for traditional canning.
System Stability & Turnkey Service
Downtime is the enemy of profitability. As a direct source manufacturer, we equip our lines with top-tier compressors and components renowned for their longevity and low-noise operation. Our proprietary fault separation technology ensures that if a single compressor experiences an issue, the rest of the parallel units continue to operate, guaranteeing uninterrupted production. From initial schematic design to installation, calibration, and ongoing maintenance, we provide a comprehensive, one-stop service experience.

























































